
| 参数名称 | 参数值 |
|---|---|
| 机身重量 | 约60kg |
| 电源 | AC220V50Hz |
| 机身材质 | 高密度铝合金机架 |
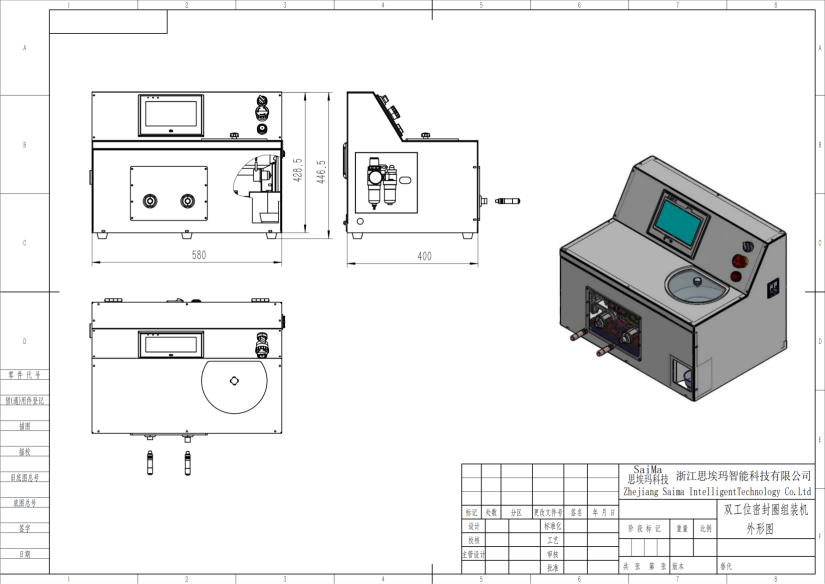
| 外形尺寸 | 400*418*400 |
| 操作界面 | 触摸屏 |
| 功率 | 0.45kw |
| 使用节拍 | 3s/个 |
| 适用产品 | O型圈 |
一、设备简述
1.背景:
密封圈是具有弹性的环状构件,许多需要密封的产品上都要用到。目前因为密封圈产品大小不一,品种繁多,所以市场上大部分装套密封圈都是人工套装,通过将密封圈套到扩大密封圈直径的治具上,手工剥离治具上的密封圈后,再将密封圈组装到产品上。现有的密封圈组装方式通过人工肉眼对位,组装精度差,容易增加组装产品的不良率,同时耗费人力、效率低下。
2.用途:
为克服上述缺点,本设备于提供一种结构简单,实现对零部件两个外密封圈的组装。
二、设备方案及主要功能部件说明:
2.1设备外形及主要结构:
2.2设备操作说明:
1.前期准备: ①连接气源、电源并开启;②往振动盘内添加对应规格密封圈;③油杯中添加润滑油;④选择对应规格的套料芯轴。
2.操作动作:①取待装密封圈的产品,对准套料芯轴的内孔,往前推至夹片端面,设备自动将
密封圈装入产品;②取下装配完成的产品并摆放至指定位置;③重复上述动作循环加工。
2.3设备主要技术参数:
序号 | 项目 | 参数 |
1 | 气源压力 | 0.3~05MPa |
2 | 电源 | AC220v |
3 | 节拍 | ≤3s/一个&二个(每个工位单独套一个圈,具体效率以人工操作为准) |
4 | 操作人数 | 1人 |
2.3设备参数
机器构造 | 项目 | 参数 | 备注 |
机架 | SM-2MF0ZZ | ||
重量 | (以实际质量为准) | ||
外形尺寸 | (L ×W×H )按技术协议 | ||
控制说明 | 主机程序控制 | SAIMA密封圈装配机专用 | |
人机界面 | 7寸/艾莫迅 | ||
操作模式 | 自动/手动 | ||
PLC通讯 | RS485,RS232 | ||
触摸屏通讯 | HMI-RJ45,USBHOST | ||
工作节拍 | 工作节拍 | ≤3s | |
适用范围 | 密封圈同尺寸型号 | 同一规格尺寸密封圈可用 | |
操作环境 | °C | -10°C~+55°C,10~80%RH | |
设备运行噪音 | dB(A) | ≤70dB(A) | |
润滑油脂 | 二甲基硅油 | CS950-1050 | |
装配孔离地高度 | mm | ≥118(以实际高度为准) | |
工作台有效面积 | mm | ≥650*418*400(按技术协议) | |
整机功率 | KW | 0.6 | |
设备整体高度 | mm | ≤418(以实际高度为准) | |
额定电流 | A | 10 | |
额定气压 | MPa | 0.35-0.65 | |
工 作 电 压/功率 | V | AC220V,50HZ/0.6kw | |
2.4人机界面功能
编号 | 设备相关 | 具体信息 |
1 | 主界面 | 该页面主要用来监控数据和手动操作。 |
2 | 手/自动模式 | 在自动模式下设置好运行参数,选择自动模式可自动运行操作。在手动 模式下自动运行操作无效,进入手动模式可进行手动操作设备动作 |
3 | 报警复位 | 当套密封圈设备出现故障时,人工介入排除故障后点击报警复位解除声光;文字报警同时复位至初始状态。 |
4 | 运行一次 | 自动运行一次 |
5 | 清零 | 生产计数清零 |
6 | 对应动作 | 加油泵,振动盘,吹气,气缸:按钮对应部件动作 |
2.5编辑界面:该界面主要用于编辑自动运行时部件的动作延时衔接修改立即生效,与用
户编号密码更改点保存更新后生效。
编号 | 设备相关 | 具体信息 |
1 | 送料延时 | 送料动作后延时关闭时间设置 |
2 | 加油延时 | 加油动作后延时关闭时间设置 |
3 | 加油个数 | 自动运行次数大于加油个数后加一次油 |
4 | 震动延时 | 振动盘振动动作后延时关闭时间设置 |
5 | 编号密码 | 修改对应用户编号密码更改点保存更新后生效 |
7 | I/O界面 | 此界面可以监控到设备所用I/O触发点,每个所需的输入和输出点的使用情况。 |







