伺服压力机/伺服压装机通过软件编程运动过程控制,传输到数控应用模块,再通过伺服驱动器驱动伺服电机的运动,经过传动装置实现输出端的运动控制。伺服压力机/伺服压装机压轴压出后压力传感器通过形变量反馈模拟量信号,经过放大、模数转换,变成数字量信号输出到PLC,实现压力监控;通过伺服电机解析编码器反馈位置信号,实现位置监控。
伺服压力机/伺服压装机可以准确控制压装速度、位置和压力;设定多种压装程序,包括恒定压装速度、设定准确位置停止、设定准确力停止、设定准确压装位移停止等多种工作模式,很容易完成两段或多段压装工作要求;在行程之内,可以任意设定机器准确位置停止,不必使用昂贵的精密模具来保证伺服压力机/伺服压装机的压装精度;位置重复精度为±0.01mm,压力控制精度为±1%额定压力。
伺服电机是整个伺服压力机/伺服压装机的驱动装置,电机的解析编码器能产生数字信号,分辨率高达0.1微米,精度高,测量速度快,适合较大的轴向速度。
力传感器是通过静态的弹性形变实现电阻的测量,具有稳定性好、成本低、应用范围广、操作简单等优势。
滚珠丝杠、齿形同步传动装置都是完成伺服电机到压轴的传动,特点是结构稳定、精度高、故障率低。
伺服位置编码器是伺服压力机/伺服压装机控制器把位置目标告诉伺服驱动器,伺服驱动器控制伺服电机按预设速度转动,伺服驱动器内部高速校验位置编码器信息,自己控制减速,位置超差时伺服驱动器自动加大或削弱电流保证位置目标。这个过程中如果有机械震荡,伺服驱动器会自动启动抑制程序保证位置精确。
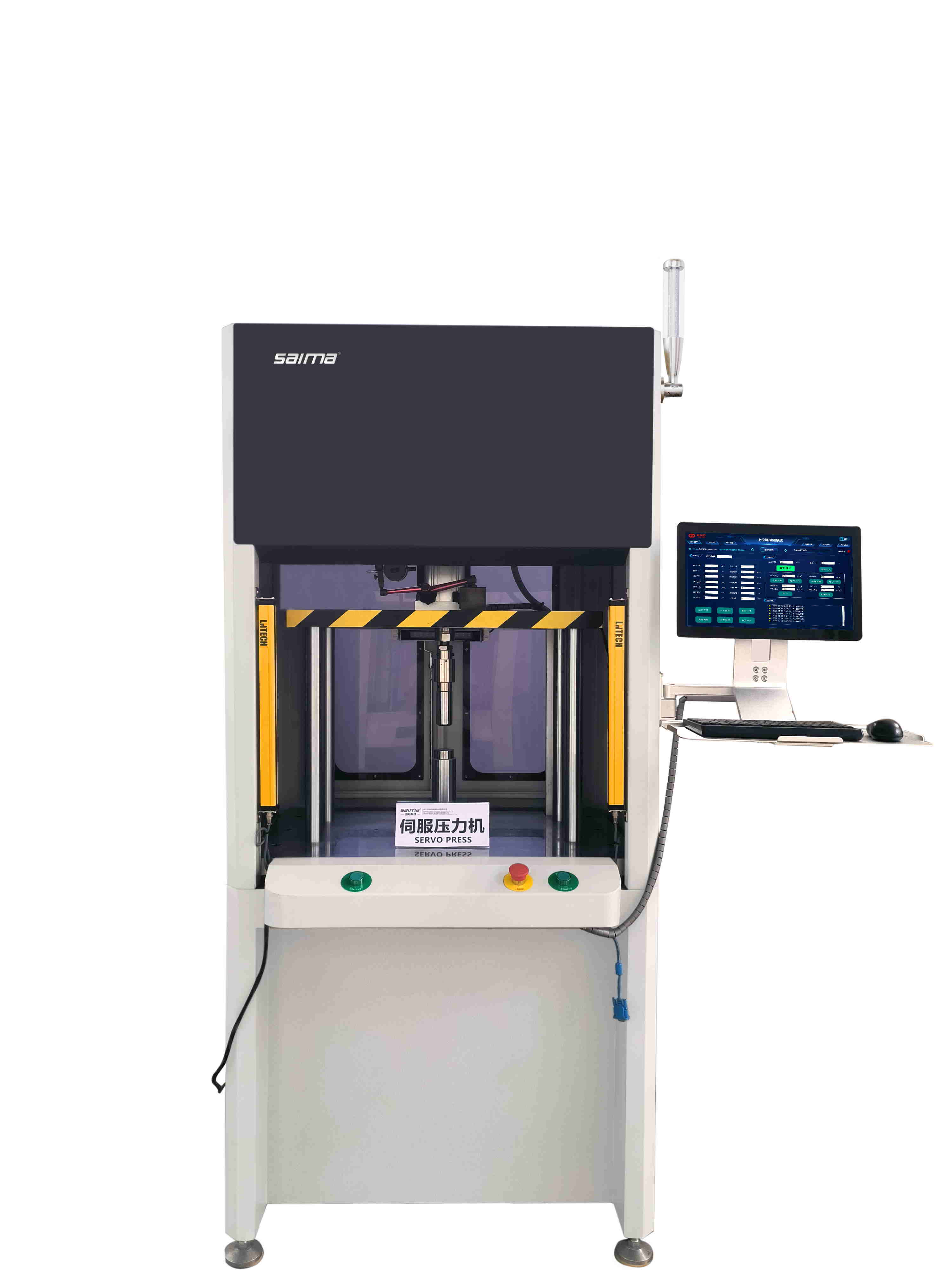
1、伺服电动缸。
2、伺服电机。
3、智能控制系统:PLC控制系统。
4、大屏显示:压装力与位移全过程曲线显示。
5、安全光栅。
伺服系统组成:
控制器:PLC,变频器,运动控制卡等其他控制设备,也称为上位机;
伺服驱动器:沟通上位机和伺服电机,作用类似于变频器作用于普通交流马达。
伺服电机:执行设备,接受来自驱动器的控制信号;
机械设备:将伺服电机的圆周运动(或直线电机的直线运动)转换成所需要的运动形式;
各类传感器和继电器:检测工业控制环境下的各种信号送给上位机或驱动器做为某些动作的判断标准。
伺服压力机/伺服压装机控制器实现控制过程的数据传输;液晶触摸屏作为用户操作界面,实现压入压力值、位移值的设定、显示压装过程中位移与压力变化曲线,压装过程压力变化监测。A阶段表示压机压头刚好与零件或者压装辅具接触,B阶段表示伺服压力机/伺服压装机把零件已经压装到位,但是从压装压力-压装位移图上可以看出来,零件压装到位后,位移不再变化,而压装压力在不断地增大,在这种情况下,如果压装压力超过零部件承受的压力,存在压溃零部件风险,特别是变速器轴承的压装过程。在这种情况下,我们得采取措施对压装过程进行控制,保证产品零部件装配质量。
1、界面友好,易于操作。便捷编程模式,仅需输入相应参数。
2、对每一个压装过程进行100%实时检测。显示力与位移的曲线,根据设定条件进行评估,给出OK/NG结果。
3、内置检测程序丰富,满足所有压装要求。窗口检测,包络线检测,测量自定义。
4、数据存储与查询,可保存数百万条压装曲线,保存信息分类查询。
5、力的控制校准实现自动化一键完成。设备标准变形补偿,实现自动化一键完成,操作简单,精确度高。
6、支持一工件多个压装步骤,多条压装曲线记当,窗口判形。自动工装换型,实现一台压机完成多种零部件装配,让复杂压装控制成为简单操作。
伺服压力机/伺服压装机控制软件支持Plc触屏、搭载windows系统的PC/工控一体机,界面友好、操作简单,支持二次开发。实现压装工艺流程编制,压力位移曲线、压力时间曲线实时显示,一个工件多个压装步骤、多条压装曲线同时显示。支持判断窗口、包络线、测量等评估功能、输出OK/NG结果,用户等级化管理可以设置不同权限。压装历史记录、操作日志、报警日志查询。




